 English
English Français
Français Traitement de Surface et Impression 3D de Silicone



Impression de Masques en Silicone pour la Projection Plasma

Traitement de surface : Projection de plasma
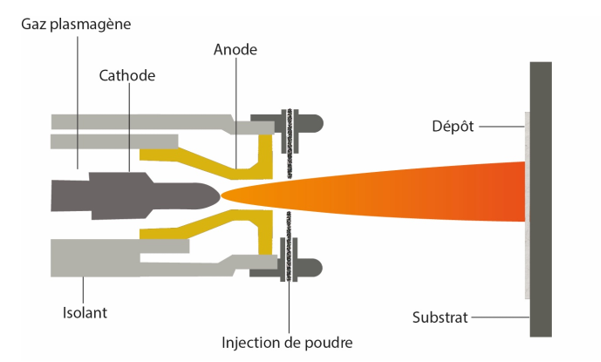
La projection plasma est un procédé de traitement de surface qui permet de déposer un revêtement sur l’ensemble ou sur des zones spécifiques d’une pièce. Le revêtement déposé apporte de nouvelles fonctionnalités à la surface et améliore ses propriétés physiques, chimiques ou tribologiques.
Cette technique est basée sur la création d’un arc électrique dans un mélange de « gaz plasma ». Le plasma, dont la température peut atteindre 16 000°C, est utilisé pour faire fondre un flux de poudre lors de son passage dans la torche.
Différents gaz plasmatiques sont utilisés, tels que l’argon, l’hélium, l’azote ou l’hydrogène. Le mélange de gaz et les conditions de projection peuvent être ajustés pour modifier les propriétés thermiques du plasma ainsi que la vitesse des particules.
Le flux de poudre utilisé dépend du matériau à déposer. Il peut s’agir de métaux, d’alliages métalliques, de carbures, d’oxydes, … dont la composition et la taille des particules sont finement contrôlées. Celui-ci est propulsé par un gaz porteur afin d’être injecté dans le mélange gazeux du plasma.
La projection plasma est réalisée sous pression atmosphérique et est utilisée pour renforcer des pièces destinées à être utilisées dans des conditions extrêmes.
En fonction du matériau déposé, on peut obtenir les avantages suivants :
– Une meilleure résistance à l’usure et à l’abrasion.
– Une meilleure résistance aux hautes températures et à l’oxydation.
– Une meilleure résistivité ou conductivité électrique.
Les revêtements obtenus par cette méthode sont utilisés dans de nombreux secteurs : aérospatiale, automobile, énergie, défense..
APS COATING SOLUTIONS
Fondée en 1968, APS COATING SOLUTIONS est une société spécialisée dans l’application de revêtements par procédé de séchage.
Du prototype à la production de masse, APS Coatings développe et applique les revêtements fonctionnels les plus adaptés pour étendre les performances de nombreuses pièces mécaniques à tous les environnements.

Spécialisée dans l’application de revêtements par projection thermique, et par immersion fluidisée, APS Coatings investit dans les nouvelles technologies de traitement de surface et modernise en permanence son outil industriel.
C’est dans ce contexte d’innovation que Lynxter et APS Coatings ont collaboré pour développer des solutions de masquage en silicone pour l’impression 3D.
Vers de Nouvelles Solutions de Masquage avec l’Impression 3D Silicone
En avril 2022, Lynxter a lancé un appel à projets dans le cadre du développement d’une nouvelle gamme de matériaux pour la fabrication additive. L’appel visait à sélectionner des entreprises utilisant des pièces souples (type silicone, polyuréthane, TPU) pour une session d’essai pour des applications de masquage, d’étanchéité, d’outillage, etc. APS Coatings était l’une des entreprises sélectionnées.
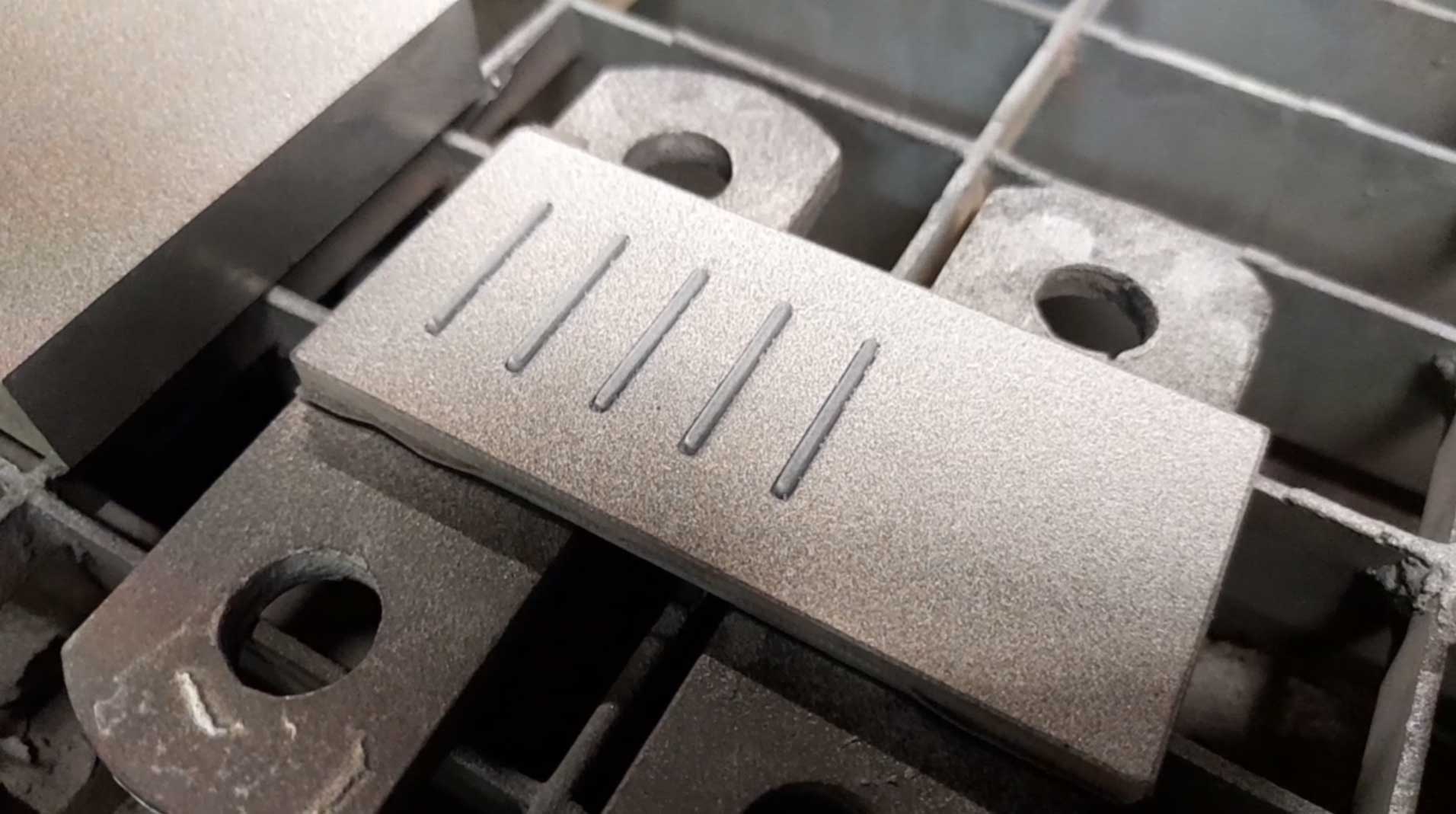
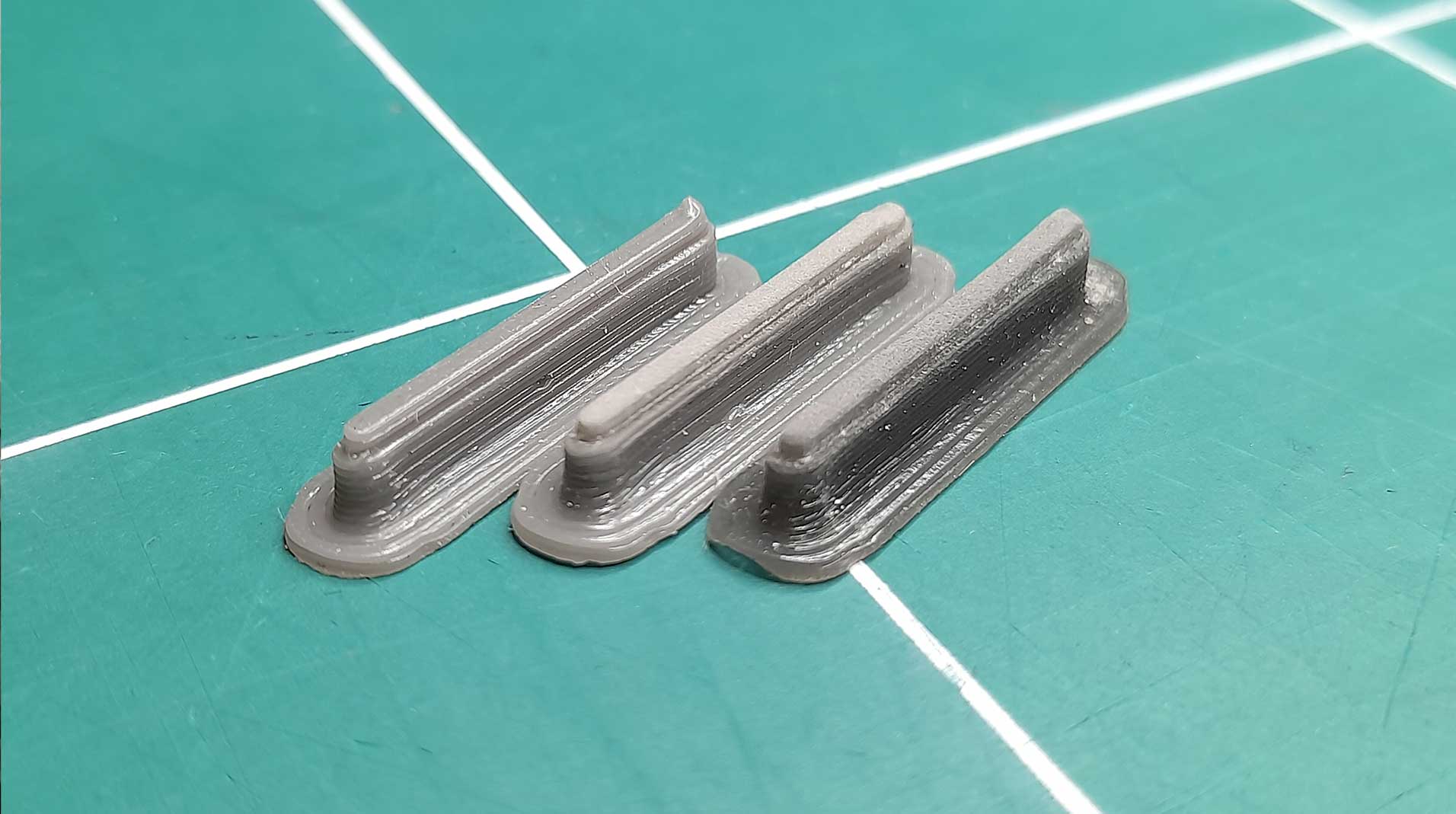
Après plusieurs discussions, Lynxter et APS Coatings ont identifié deux cas de pièces de masquage à imprimer. Ces masques seront utilisés pour la projection plasma de céramique sur des pièces destinées au secteur Aérospatial / Défense.
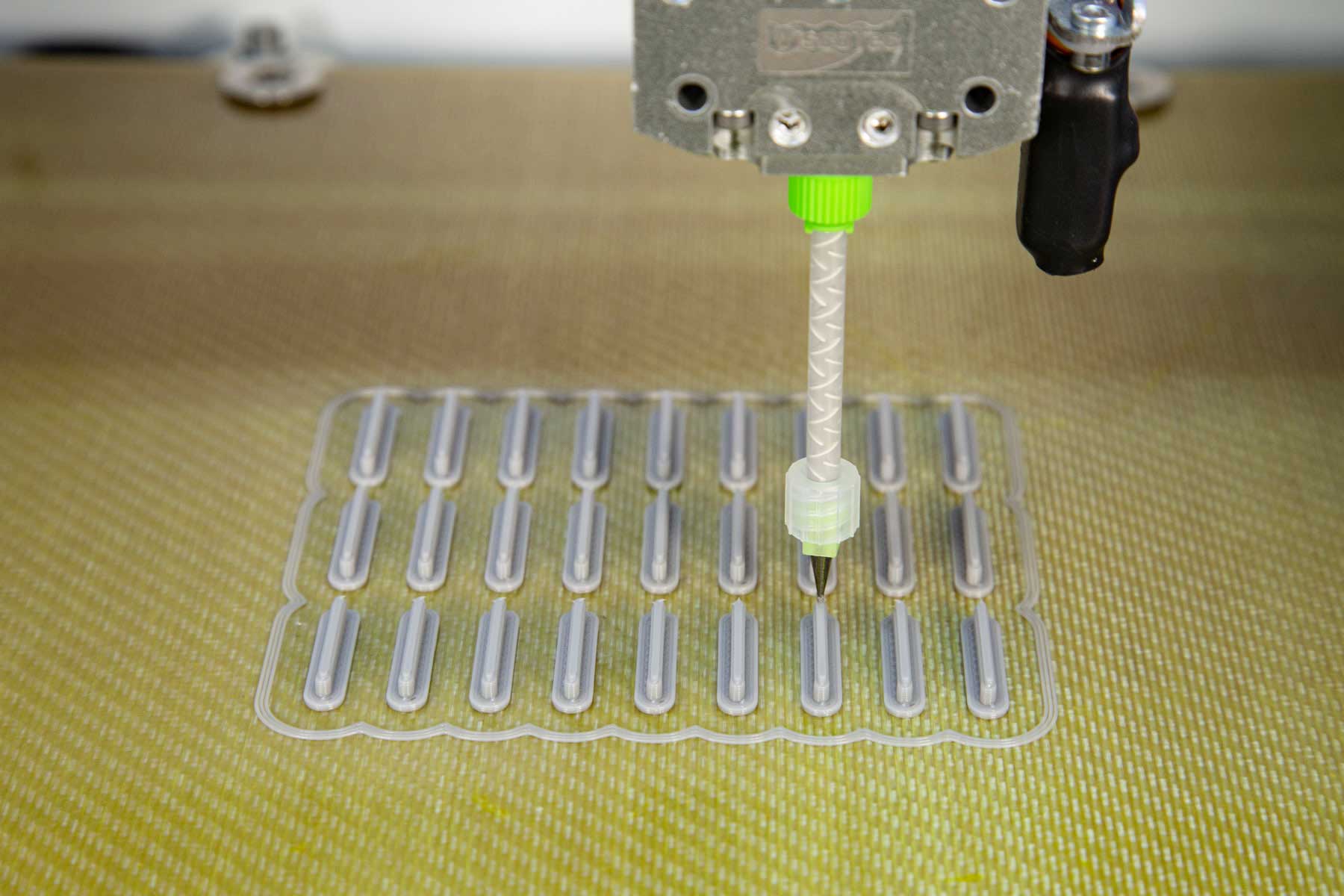
Pour le premier cas, Lynxter a réalisé environ 240 masques de 25 mm x 7 mm x 5 mm, qui ont été simplement enfichés dans les zones à épargner.
Damien POMAREDE, Ingénieur Matériaux et Procédés chez APS Coating Solutions, explique comment l’impression 3D de silicone peut être une solution de masquage innovante pour accélérer la validation de prototypes ou produire des petites et moyennes séries.
Quelle était votre problématique, le défi de la collaboration ?
Damien POMAREDE : Sur ce programme, nous avions un protocole de masquage relativement complexe, essentiellement manuel. L’exécution de ce dernier demande beaucoup de dextérité, d’attention et d’autocontrôle de la part des opérateurs, avec des risques de non-qualité importants.
Ce mode de fonctionnement peut convenir pour la production occasionnelle de quelques prototypes, mais il n’est pas compatible avec une montée en charge et une production régulière. Il était donc nécessaire d’améliorer nos méthodes en rationalisant cette étape de masquage.
Nous avions déjà utilisé nos capacités d’impression 3D SLA pour développer une solution de masquage. Cependant, les spécifications des matériaux imprimés n’étaient pas compatibles avec le processus de production.
Les objectifs de la collaboration avec Lynxter étaient doubles.
– Tout d’abord, nous souhaitions découvrir le concept d’imprimante 3D multi-matériaux développé par Lynxter et évaluer les performances des silicones imprimés. Ce travail s’inscrit dans une réflexion plus globale menée par APS Coatings, visant à identifier les leviers d’amélioration de notre performance industrielle. L’impression de masques et d’outils en fait partie.
– Le second objectif était d’évaluer l’intégration de l’imprimante 3D en tant qu’outil dans nos processus de développement et de production et son influence sur notre organisation et nos modes de fonctionnement. Les impacts en termes de conception, de temps de fabrication et de test, d’adéquation au besoin et de performance économique ont été suivis avec attention.
Pourquoi choisir l’impression 3D élastomère pour la projection plasma ?
DP : Aujourd’hui, nous utilisons beaucoup de masques en silicone pour les pièces de rechange revêtues par projection plasma. Notre retour d’expérience est que certaines formulations de silicone permettent d’obtenir des masques qui résistent au sablage et à la projection plasma, avec une durabilité correcte. Cette solution présente également l’avantage d’être facile à mettre en place et à retirer, tout en garantissant une délimitation et un positionnement précis des zones masquées sur les pièces.
La plupart du temps, les volumes et la récurrence des marchés justifient totalement l’investissement réalisé dans le développement et la fabrication de ce type de masque par des méthodes plus traditionnelles avec nos sous-traitants.
Dans les cas où la conception de masques en silicone, ou d’autres types d’outillage, n’est pas possible, nous devons recourir à des méthodes de masquage plus traditionnelles, basées sur l’application de rubans adhésifs de masquage adaptés à la projection thermique. Dans ce cas, le développement rapide et rentable d’une solution de masquage en silicone imprimée en 3D prend tout son sens.

Quels sont les avantages de cette nouvelle technologie dans votre processus de fabrication ?
DP : Les principaux gains que nous identifions sont de 4 types :
>Réactivité dans la conception des solutions de masquage
L’impression 3D en interne nous permet de réduire le temps entre le développement d’un design, sa fabrication et son test en conditions réelles. Répondre plus rapidement aux demandes de nos clients est un réel avantage.
>Précision des solutions de masquage développées
l’impression 3D nous permet de multiplier les boucles de rétroaction et donc de répondre de manière plus pertinente aux besoins de l’application. L’utilisation de masques adaptés permet d’augmenter la qualité de finition des pièces traitées.
>Adaptation aux petites séries
Cette technologie nous permet de réduire de manière significative l’investissement en main d’œuvre et les coûts de matériel/service lors du développement de nos masques et outils. Cela nous permet d’envisager des développements spécifiques, plus efficaces et performants que les rubans de masquage, pour des programmes moins récurrents ou de plus petite taille. Là encore, notre capacité à exceller quelle que soit la taille des séries produites est un défi majeur.
>Sécuriser la chaîne de valeur
De la conception des masques à la fabrication et, par extension, à la production des pièces clients, l’intégration de cette technologie nous permet de consolider notre savoir-faire et de maîtriser nos coûts et nos délais de manière beaucoup plus précise que le modèle traditionnel, basé sur la sous-traitance.
L’enjeu pour APS Coatings est de renforcer la confiance de ses clients en intégrant une capacité de production de masques adaptés à chaque géométrie.
Cette solution peut-elle être intégrée comme solution de masquage dans le secteur du traitement de surface et du revêtement ?
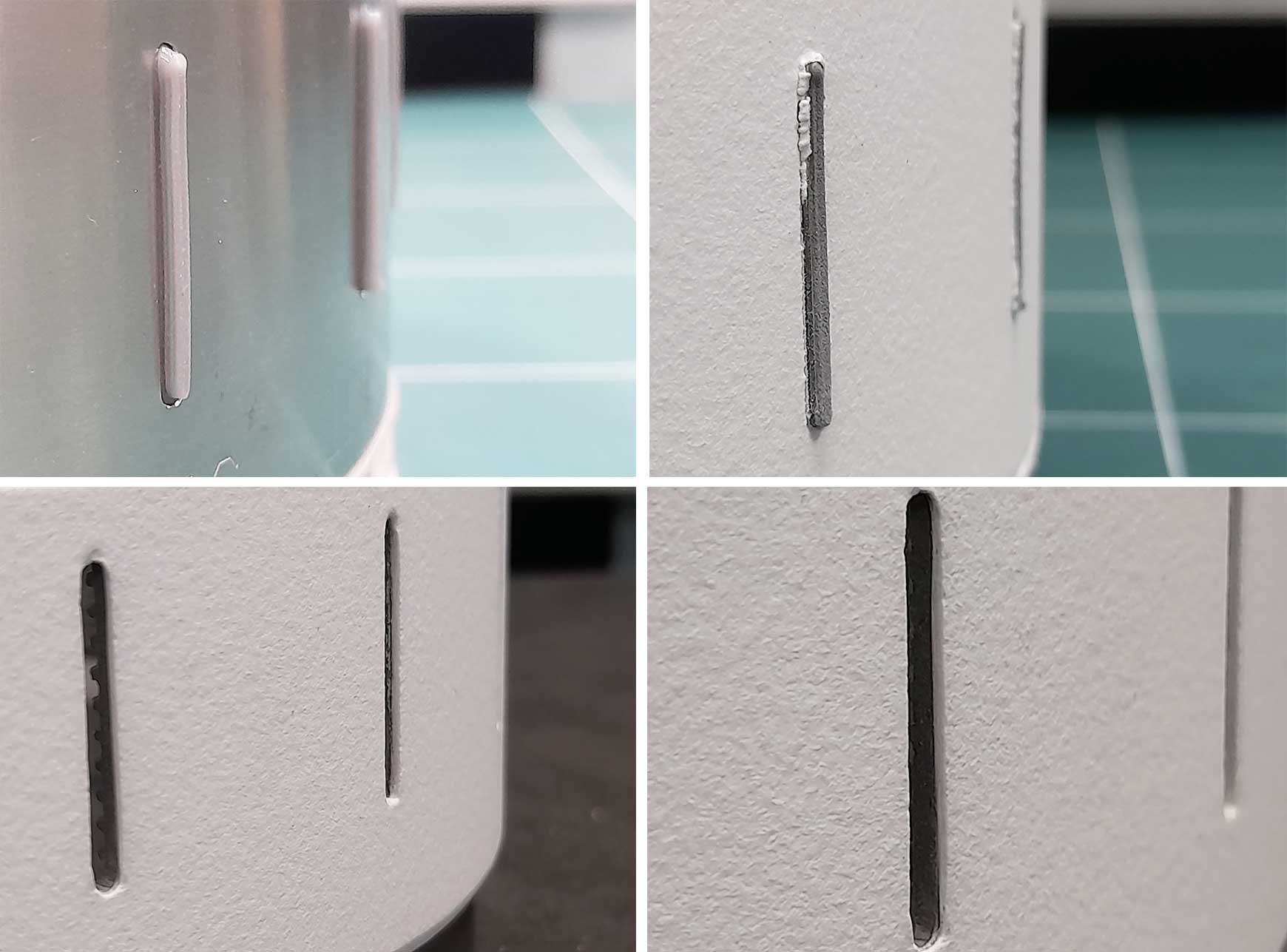
DP : Nos premières observations sont positives. Les pièces produites avec les masques ont toutes passé tous nos contrôles de qualité. Les masques ont résisté à au moins deux cycles de pulvérisation sans perdre leur fonction et ont permis de délimiter efficacement les zones revêtues.
Dans certains cas, il sera nécessaire de répondre à certaines exigences réglementaires pour qualifier la formulation de silicone utilisée. Ce travail est en cours chez APS Coatings.
Enfin, la productivité de l’imprimante 3D semble compatible avec nos besoins puisqu’il a été démontré que le nombre de masques nécessaires à la production d’un lot pouvait être imprimé en une dizaine d’heures.
Résumé des Opérations de Masquage avec l’Impression 3D
| TRAITEMENT UTILISÉ | Pulvérisation de plasma. |
| TEMPÉRATURES | Les particules sont projetées à une température supérieure à 2000°C. Température du plasma : < 16 000°C. |
| TEMPS DE MASQUAGE / DÉMASQUAGE | Le temps de masquage de la zone étudiée est divisé par 2. |
| TEMPS D’EBAVURAGE | Le temps d’ébavurage de la zone étudiée est divisé par 2. |
| RÉSISTANCE PENDANT LE TRAITEMENT : la pièce a-t-elle bougé ? | Pas de délogement du masque pendant la projection. Un point de vigilance réside dans le bon placement du masque dans sa position. Ce point peut être traité en informant les opérateurs et/ou en améliorant la conception du masque. |
| RÉACTION AU TRAITEMENT | Bonne résistance des masques après 2 cycles. Légère abrasion du masque dans les zones exposées. |
| RÉSIDUS OU DES MOULAGES SUR LA PIÈCE | Aucun transfert de liquide ou de gaz n’est observé sur la partie masquée. |
Résumé de l’Opération d’Impression 3D
| SECTEUR | Industriel – Aéronautique, Espace, Défense. |
| APPLICATION | Masque pour la projection plasma d’oxyde métallique. |
| MATÉRIAUX | Silicone RTV2. |
| DIMENSIONS | 25 mm x 7 mm x 5 mm. |
| TECHNOLOGIE D’IMPRESSION | Imprimantes S600D, S300X avec LIQ21. |
| TEMPS D’IMPRESSION | 10 h / 240 pièces. |
| QUANTITÉ DE MATÉRIAU | 84 gr. |
| COÛT MATÉRIAUX | 24,4€. |
| ÉPAISSEUR DE COUCHE | 0.35 mm. |
| TAILLE DE LA BUSE | 0.69 mm. |
| VOLUME DE PRODUCTION | Séries de 240 pièces. |
Ces tests permettent de valider les constats suivants :
– Des procédures simplifiées et optimisées pour la préparation et l’application de masques spécifiques.
– Délimitation efficace des zones difficiles à épargner.
– Facilitation des opérations d’ébavurage et amélioration de la qualité de finition.
– Les masques résistent au flux de pulvérisation et peuvent être réutilisés pendant au moins deux cycles.
Afin d’étendre son étude sur les solutions de masquage de traitement de surface, Lynxter continue à produire des pièces plus grandes et plus complexes avec le S600D et le S300X sur des traitements de surface à sec tels que le revêtement par poudre.
Cette nouvelle solution permet la production rapide de masques personnalisés qui peuvent être réutilisés et adaptés à n’importe quelle forme de pièce à traiter.
Plus important encore, l’impression 3D de silicone apporte un gain d’efficacité lors de l’étape de masquage et réduit de manière significative les opérations complexes.
