 English
English  Français
Français3D scanning spray: a complete overview
Why use 3D scanning spray?
Even with the current state-of-the-art 3D scanners, it is often recommended to apply a thin layer of 3D scanning spray to get the highest possible scan quality. It’s especially useful for scanning transparent, shiny, or dark parts.
For transparent, shiny, or semi-transparent parts
With optical technologies, a projected light or laser line must be reflected off of the part’s surface, from which it bounces back to the scanner’s detector.
When dealing with a transparent surface like glass, the projected light goes through the part’s surface, and the scanner can’t “see” anything since the light doesn’t bounce back.
If the surface is highly reflective or shiny, like a mirror, the light is reflected in a very focused way instead of a diffuse way. Put simply, this means that the chances of the beam hitting the scanner’s detector are greatly reduced, and the scanner won’t see the reflected beam of light.
Concave parts are also challenging to 3D scan. When 3D scanning a pocket for example, the projected light may potentially reflect from one side of the pocket to the other. This causes interferences, which translates into noisy data.
Scanning spray is recommended for semi-transparent parts as well. This is very often the case with 3D printed parts (whether they’re made of PLA, ABS, ULTEM, Nylon, any kind of resin, …) and wax models. The light will penetrate into the part and cause measurement errors– it’s not uncommon to see errors of 0.2 mm or more!
In all of the above situations, a spray that makes the surface matte and white is necessary to obtain the highest possible scan quality.
For faster 3D scanning with dark parts
Even when if your part doesn’t require using a spray (if it isn’t shiny or transparent), applying a thin layer of scanning spray can also help speed up the scanning process.
This is especially true for dark parts. They usually take much longer to 3D scan because the scanner’s shutter speed must be reduced to ensure that enough light is entering its detector.
In the example below, a structured light pattern is being projected (with a GOM Atos III) onto a small, dark, plastic part. The top image shows the part without spray, while in the bottom image, the part has been sprayed with a very thin coat of TiO2 powder.
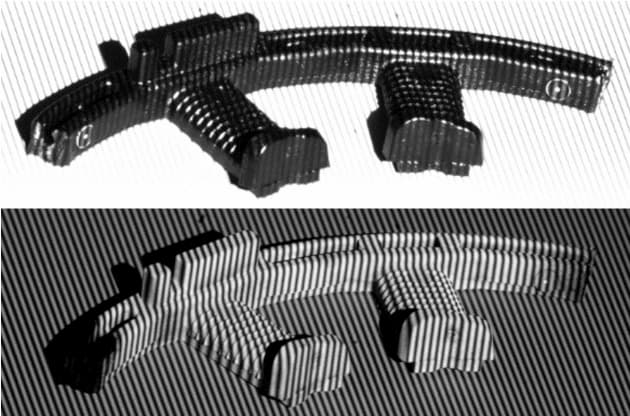
This gives better contrast, making it easier for the software to detect the projected lines and, therefore, resulting in a much higher quality 3D scan.
What to take into account when using 3D scanning spray?
Health
First of all, keep your health in mind. Most scanning sprays come in aerosol cans, which not only project powder onto your part, but also leave particles floating in the air for a few minutes. That’s why you should always wear appropriate respiratory protection.
If you’re using a non-vanishing spray, you should spray your parts outside or invest in an extraction system. Otherwise, the spray will settle down everywhere and anywhere in your measurement room: equipment, computers, … You’ll end up with a dusty room or office.
Thickness
When applying 3D scanning spray, you are adding extra thickness to the part. This shouldn’t be overlooked, especially if you need an accurate 3D scan for quality inspection or reverse engineering. For these applications, it’s best to use a well-tested, metrology-grade scanning spray.
You should do a few tests first to know how the spray behaves. For example: Do you need to spray close to the object? What happens when spray multiple layers on top of each other?
Cleaning
Non-vanishing spray can usually be cleaned quite easily with a cloth or a brush and a bit of water. However, in the case of complex assemblies or parts with small cavities, it’ll be hard to clean the object fully.
If you don’t want to spend time cleaning your part, you should go for a vanishing scanning spray.
Which 3D scanning sprays are available?
Artec gives a good overview of different sprays in this article: scanning sprays. We have tested various of these sprays, focusing on their usability and layer thickness.
Basically, there are two categories of scanning sprays:
- vanishing 3D scanning spray (disappears completely after a few hours),
- and non-vanishing 3D scanning spray (remains on the part or must be wiped off).
Within the non-vanishing category, you have sprays with and without TiO2 particles. Recently, more and more TiO2-free products have emerged, because TiO2 is considered as possibly carcinogenic when inhaled or ingested.
Most 3D scanning sprays are available as aerosols, which contain propellants and solvents such as propane, butane, or acetone. For delicate parts, water-based solutions exist, and they must be applied with a compressed air gun.
TetraVision’s top picks
AESUB Blue by Scanning Spray

We use this spray on a daily basis. Its surface quality is excellent and, since it disappears completely after a few hours, we don’t need to clean the objects afterwards.
With a thickness of approximately 0.015mm, it’s thin enough to be used for metrology applications. Also, it doesn’t contaminate its surroundings, so we can spray parts in our measurement room, right next to our 3D scanner.
TiO2 powder mixed with Isopropanol
When we need to scan tiny parts ranging from 1mm to 100mm with high accuracy and resolution, we prefer using a TiO2 mixture that we apply with a high-end airbrush system.
It gives us great control over the spray and allows us to get the thinnest layers as possible, around 0.005mm. A dedicated installation is required, however (see ours in the picture below).

