 English
English  Français
FrançaisGuide to Post-processing for Metal AM


What is Post-Processing for Metal AM?
In the end-to-end digital workflow, a metal 3D printed part goes from its inception as a CAD file to a product that has to comply with highly demanding quality standards. Post-processing represents a critical last step– or set of steps– to make sure the product meets the necessary structural, material, and aesthetic requirements for its final application.
According to Wohler’s Report, the phase of post-processing accounts for approximately 27% of any metal AM printing costs. A range of treatments and finishes are necessary to prepare the piece for its final application both at the level of visual appeal and material optimization. Techniques vary across the spectrum, depending on printing technology, material, and application.
Single-step and Multi-step Approaches
3D printing processes may be single-step or multi-step. As opposed to single-step processes, multi-step processes might need two or more separate operations to achieve the desired basic shape and mechanical properties. For example, binder-based technologies need a first step to shape the part (i.e. 3D print it) with binder and a second step for debinding and sintering.
In both cases, the components still need additional post-processing, such as heat treatments and surface finishing.
You may also like:
Metal 3D printing: when to do it in-house and when to outsource (make or buy)

Process-inherent, Mechanical, and Visual Improvements
Post-processing steps can be divided into three macro-categories, according to the intended effects they are to have on the 3D printed part:
- process-inherent,
- mechanical,
- and visual.
Process-inherent steps include depowdering, support removal, and stress relief, to free the part from support material and relieve accumulated tensions in the metal. These steps can sometimes be considered part of a multi-step process, in which case they may or may not be referred to as post-processing steps by the manufacturers.
Mechanical properties such as hardness, ductility, and fatigue life can be enhanced by performing heat treatments on the metal. In this phase, tighter tolerances and dimensional accuracy can also be achieved. Some applications might also require the part to undergo treatments to increase resistance to corrosion and reduce electrical conductivity.
Finally, surface treatments and finishes are conducted to maximize visual appeal and make sure the part will come out of post-processing without blemishes or marks. For this reason, the part must be polished and smoothed to decrease average roughness (Ra) as much as possible. Finishes can also be applied to color the piece or give it a glossy, sleek metallic appearance.
Metal AM Post-Processing Categories
Powder removal (a.k.a. depowdering)
First, the powder that remains on the build plate after the printing process needs to be removed. This can be achieved with standard cleaning procedures. Excess powder is often saved or sent back to the supplier for recycling purposes. There is some debate as to whether depowdering is considered a separate post-processing step or not.
Stress relief
Initial heat treatment is effectuated to relieve stresses accumulated in the metal. This step typically involves the cooling and heating of the piece inside a furnace and is performed when the piece is still attached to a support structure.
Support removal
Many pieces need a support structure to be printed, so before any heat treatment or finishing can be effected on the piece, support structures need to be removed. Although a bandsaw or files might be enough to remove parts and support structure, in the case of harder materials that resist intense strain (such as Inconel) it might be necessary to use CNC machining, robotic arms, or wire EDM.
Heat Treatment
Additional heat treatment procedures relieve residual stress that has built up during the printing process due to rapid heating and cooling of the material. They also serve to improve mechanical properties, among which hardness, fatigue life, and ductility.
Hot Isostatic Pressing (HIP) and annealing are two of the most common heat treatment processes.
- Hot Isostatic Pressing (HIP). High heat is combined with pressure to increase part solidity and density (eliminating porosity), deal with residual stress, and greatly enhance fatigue life. HIP is especially suited for demanding industries such as aerospace and biomedical, and even energy and automotive.
- Annealing. Controlled heating and cooling for increased stress relief and improved mechanical properties such as hardness and ductility.
Surface Finishing
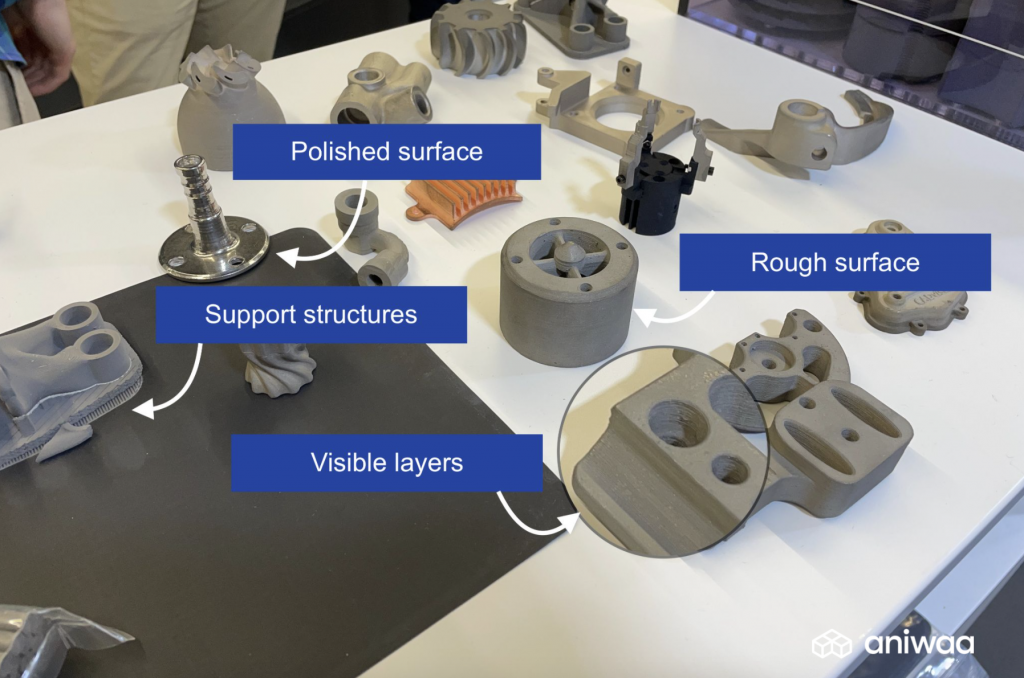
These are the “last touches”, to further smooth and polish the piece, optimize aesthetics and, if the application requires it, reduce roughness to a minimum. In particular, surface treatments take care of problems induced by powder accumulation (partially melted powder) and stair-casing or layering defects.

Below are examples of common surface finishing techniques.
- Machining and CNC machining. Additional machining to remove excess material, decrease average roughness of the piece and tighten tolerances related to dimensional accuracy.
- Blasting. This method includes sandblasting and water blasting. However, the most popular method for metal AM parts is bead blasting, in which beads of glass or other materials are sprayed on the part to remove marks left by machining and make the surface smoother and more polished.
- Anodizing. The part is dipped in an electrolytic solution and endowed with a protective anodic layer that increases hardness and resistance to corrosion, wear, and electrical conductivity.
- Electroplating or Metal plating. Electroplating is an alternative to anodizing and consists in the deposition of a metal coating that, similarly to anodizing, safeguards the piece from corrosion and makes it non-conductive. The piece is also given an appealing metallic look.
Coloring
It is then possible to color the part. This is an important step especially to optimize the visual appeal of the part. Coloring can be achieved with dyes, hand tools, or coloring machines.
Here are a few examples of coloring processes.
- Dyeing/dipping. One of the most used methods is to dip the part in a bath of dye. The dye infiltrates the component, giving the part a uniform color.
- Painting. The part may also be painted using a brush or a spray machine.
Inspection
A series of quality controls are finally carried out to ensure that the part is ready for its application, in regard to both its mechanical properties and aesthetics. To learn more, read our overview of 3D scanning for part inspection.
Conclusion
Since AM is still a relatively new industrial process, until not too long ago post-processing tended to be considered of marginal importance. Today, however, as the vision of a perfected end-to-end workflow becomes a reality, post-processing operations are acknowledged as a crucial part of the supply chain.
This focus on optimizing components for increasingly demanding applications seems to be paving the way to what many already refer to as AM 2.0.
