 English
English  Français
FrançaisChoosing a ceramic AM technology: an application-centered approach

Introduction
A common belief about technical ceramic 3D printing is that its four main technologies – binder jetting, SLA (stereolithography), inkjet, and FFF (fused filament fabrication) – are competing with each other. However, from our point of view, they are complementary and cater to different needs.
Before we dive into the details of each of these four methods, it’s important to note that all ceramic additive manufacturing (AM) processes share a common characteristic: they are indirect 3D printing processes. This means that a ceramic 3D printer is used only as a way to shape the part, which will then need to go through debinding and sintering processes.
The debinding process removes the matrix material that is used to place the ceramic particles in the right shape, while the sintering process is a high-temperature thermal treatment used to densify the part after the matrix material is removed.

Reminder: In contrast with ceramic arts and crafts, technical ceramic materials are used for cutting-edge applications. This article focuses on technical ceramics, which is why we didn’t include certain ceramic printing processes like paste extrusion, which aren’t adapted to technical ceramic materials.
Binder jetting
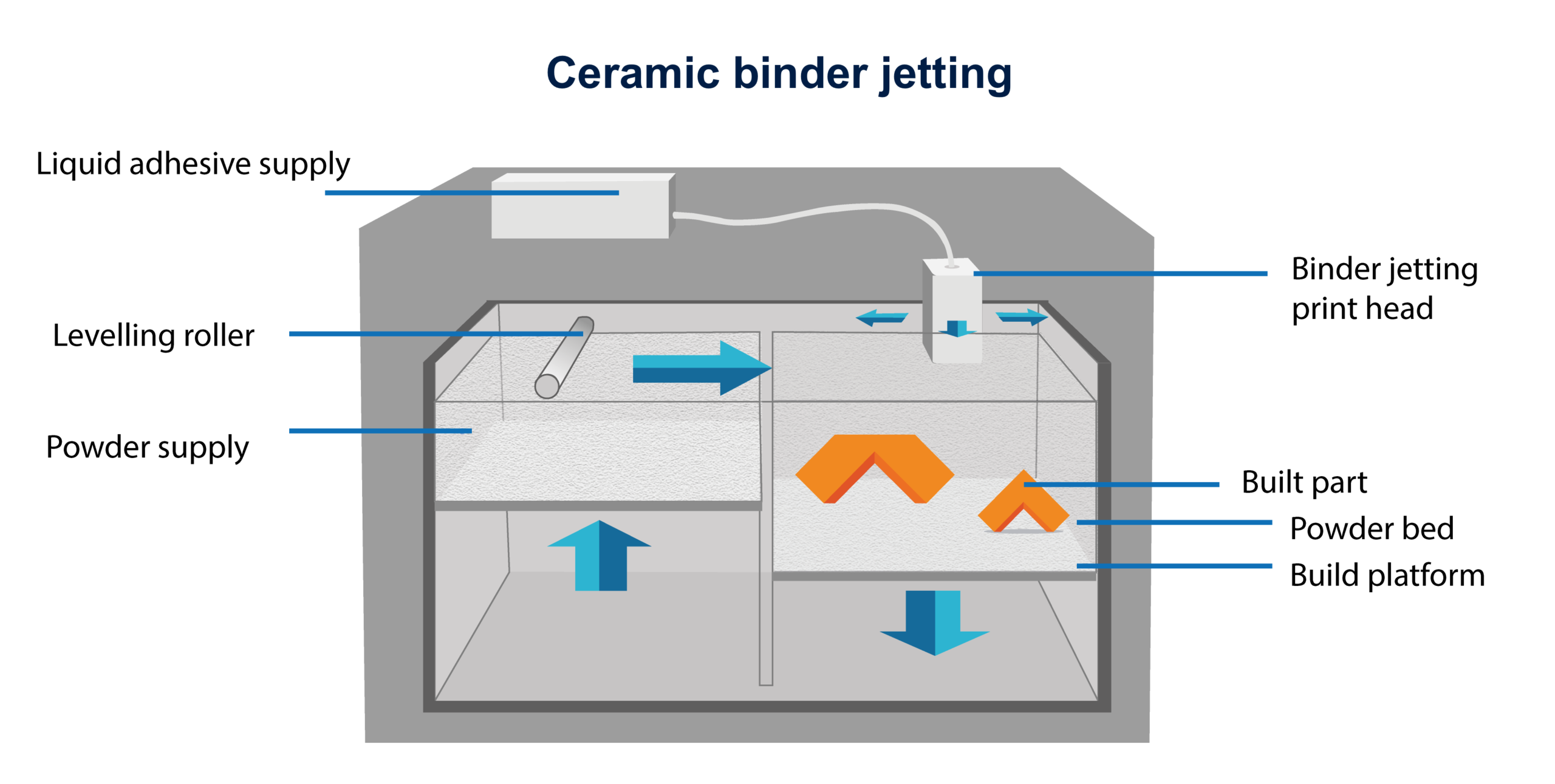
The binder jetting process consists in applying a liquid bonding agent that is selectively deposited onto a bed of powder. The powder that has been linked together forms a solid layer that is the base of the object.
Then, a second layer of powder is laid on top of the first one, and the process is repeated until the object is complete. Once the part is fully 3D printed, the excess matter is removed and the part is densified via a sintering process.
Binder jetting is the only ceramic additive manufacturing technology that allows the production of large parts at a high speed rate.
However, this 3D printing method has a hefty financial entry barrier, requiring a large initial investment even if the raw material itself is quite affordable. The design rules are also a constraint; you cannot print small details or make parts that are hollow. Furthermore, ceramic binder-jetted parts have a relatively rough and porous surface.
Another major drawback with binder jetting is that it usually leads to high levels (typically around 20 to 30%) of porosity after sintering. This is linked to the low powder density of the print bed as well as the size of the powder particles being used.
Thus, binder jetting is a good choice when producing objects that need to be rough and porous, such as ceramic cores, filters, crucibles, or other refractory products.
Stereolithography (SLA)
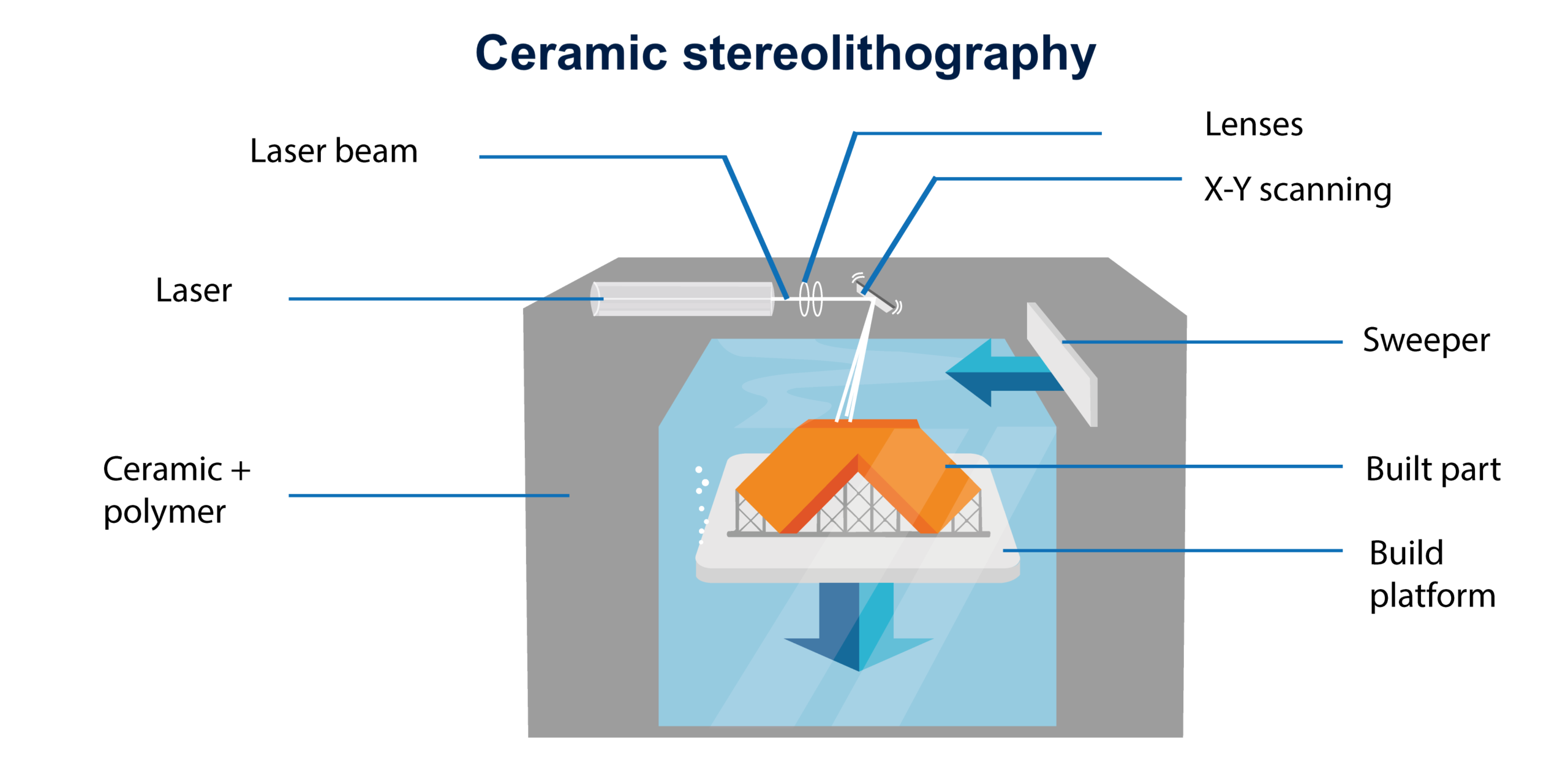
SLA involves the use of a UV source (laser or light projector) that is very precisely directed onto a photosensitive resin tank. The light hardens the resin upon contact and forms the part, layer after layer. In ceramic 3D printing, the resin is a mix of photosensitive materials that is highly loaded with ceramic powder.
The first advantage of SLA is that it’s compatible with a wide range of materials, including Alumina, Zirconia, ZTA/ATZ, Coredierite, Silicon-based ceramics, HAP/TCP, and AIN.
Secondly, stereolithography not only allows to print very dense parts, but also very small details thanks to the high resolution its thin layers provide. Hence, SLA 3D printers are an excellent choice for jewelry, dental, and other high-precision casting applications.
That said, this ceramic additive manufacturing technology requires a high investment that not every company can afford; the cost of a technical ceramics SLA 3D printer can start at around $150,000 and go all the way up to over $500,000. Moreover, just as with binder jetting, hollow resin parts are impossible to print, as the resin would be trapped inside the part.
Ceramic resin 3D printing is also a relatively complex operation that implies long preparation times and delicate post-processing steps such as washing excess resin and post-curing.
Inkjet
The inkjet process consists of depositing ceramic nanosuspension droplets. Inkjet 3D printers are equipped with hundreds or thousands of nozzles that deposit the material onto a heated platform. The heat generated by the platform makes the solvent evaporate.

Inkjet 3D printing is without a doubt the most precise ceramic AM technology, but also the most expensive one. The process itself is quite slow, and it is unable to print large parts. It’s particularly adapted for 3D printed electronics or for 3D printing very thin details, such as surgical tools with tiny, internal intricacies.
FFF technology
Ceramic FFF (fused filament fabrication) 3D printing happens just like with regular desktop FFF 3D printers, but the filament is a composite polymer loaded with high levels of ceramic.
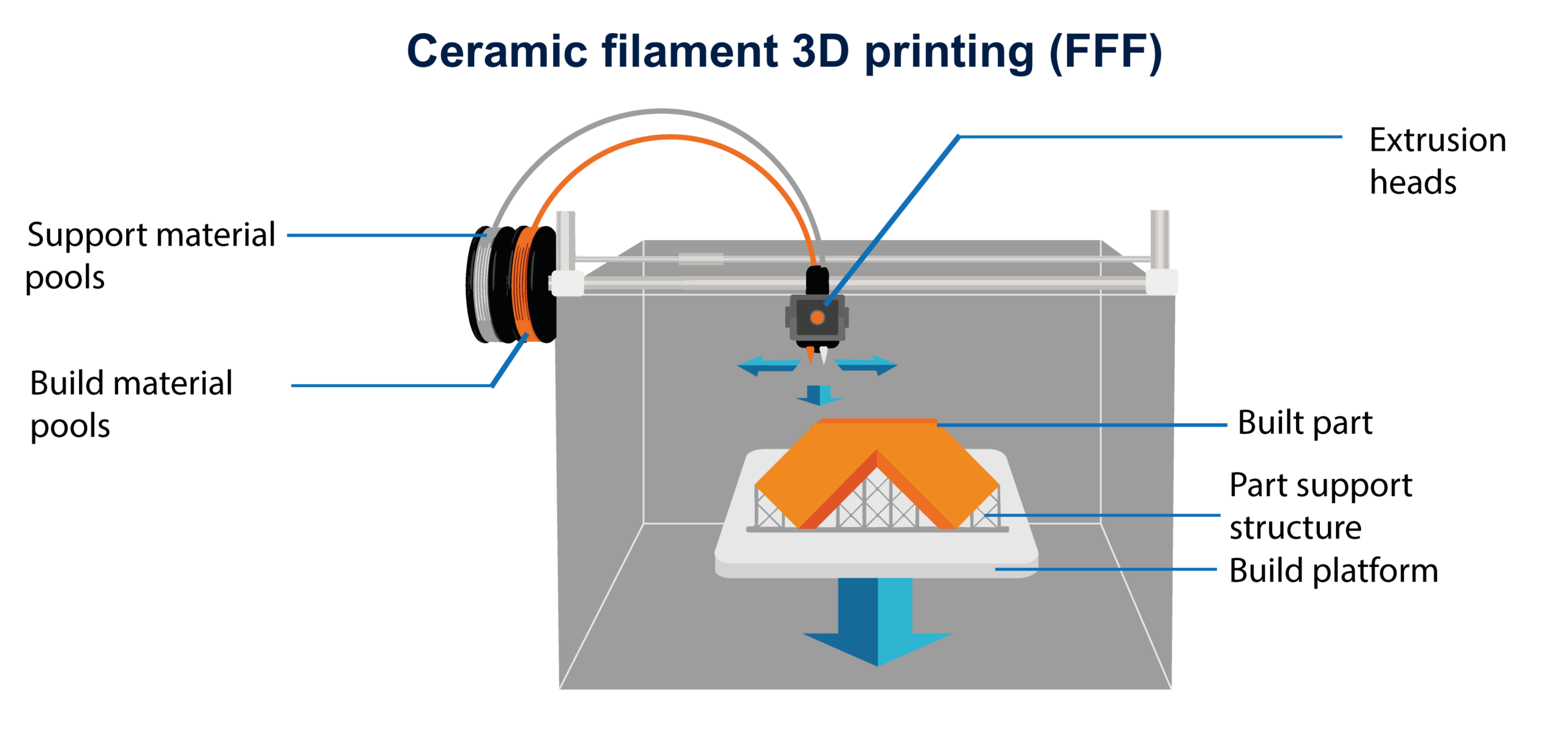
Nanoe’s proprietary Zetamix technology is the most significant ceramic FFF technology. Zetamix is a line of ceramic filaments that can be 3D printed with any filament-based 3D printer. Four types of Nanoe Zetamix filaments are available: white Zirconia, black Zirconia, Alumina, and 316L (Stainless Steel).
In addition to being the most affordable ceramic additive manufacturing technology, FFF is also the fastest, all while printing parts that are as dense as those printed with SLA or inkjet methods. Indeed, when debinded and sintered, ceramic Zetamix parts are 99% dense.
Also, contrary to other technologies like SLA or binder jetting, FFF requires little to no preparation or cleaning. It does, nevertheless, provide less precision than SLA (100-micron difference) and cannot print massive parts like binder jetting can.
Since it is possible to 3D print a wide variety of designs and structures with high density, FFF is a suitable option for many applications, from tooling to cutting-edge objects, depending on the level of precision that is required for those objects.
Conclusion
The choice of a ceramic 3D printing technology will depend on the application and desired characteristics of the final object: porous or dense, high or medium resolution, high volume production or prototyping, large or small size, etc.
For this reason, industrials often equip themselves with two or three different ceramic AM printers to use one or the other depending on the part at hand.

