 English
English  Français
FrançaisGuide to 3D printing molds for metal casting


What is metal casting?
Metal casting, a manufacturing process in which metal is poured into a mold and left to solidify, has existed in some form for about 7,000 years. Used in ancient times to make items like tools, weapons, and statues, casting remains an important process today, boasting a broad range of applications from jewelry making to automotive production.
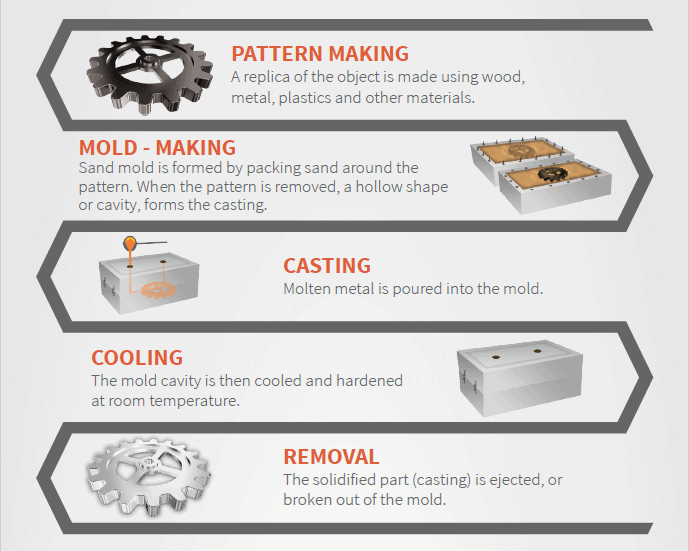
The basic casting process involves pouring or forcing hot liquid metal into a mold, waiting for the metal to solidify and assume the shape of the mold cavity, then ejecting the solid part(s) from the mold. However, casting has many variants, with the most important variables being the mold material and the type of liquid metal delivery system.
Some metal casting molds are expendable, and these are made from materials like sand or loam. Others are permanent — used over and over for many cycles — and are made from robust materials like tool steel. Sometimes the metal is poured into the mold from above, while other times it is forced into the mold cavity under high pressure.
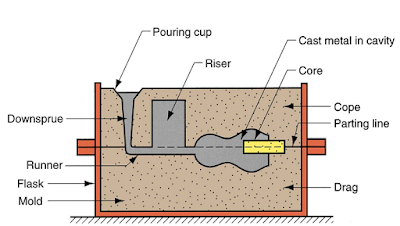
A further consideration is the use of a mold core. Cast parts with hollow internal sections may require the use of one or more cores, special inserts placed within the mold cavity that are later removed from the finished casting to leave hollow space within. However, cores increase the cost and complexity of the process.
Common casting variants include:
- Die casting
- Sand casting
- Investment or lost-wax casting
The casting process is similar to molding; however, “casting” typically refers to the creation of metal parts, and “molding” to the creation of plastic parts. Exceptions to the rule include metal injection molding (MIM), which uses a process similar to plastic injection molding but produces small metal parts, and vacuum casting, which uses silicone molds to create urethane parts.
How AM can assist metal casting
When manufacturing large quantities of parts, casting can be a fast and cost-effective process. Each casting closely resembles the last, and some casting processes — hot chamber die casting, for example — can complete more than 10 cycles per minute.
Unfortunately, casting has very high up-front tooling costs. Mold making is a slow, costly, and labor-intensive process, regardless of the type of casting process. For instance, expendable molds like sand molds require the fabrication — sometimes by manual sculpting — of a master pattern, around which the expendable mold is then formed. And permanent molds are hardly simpler: tool steel is expensive and can only be cut into a mold using high-end machining equipment, resulting in lead times of weeks or months.
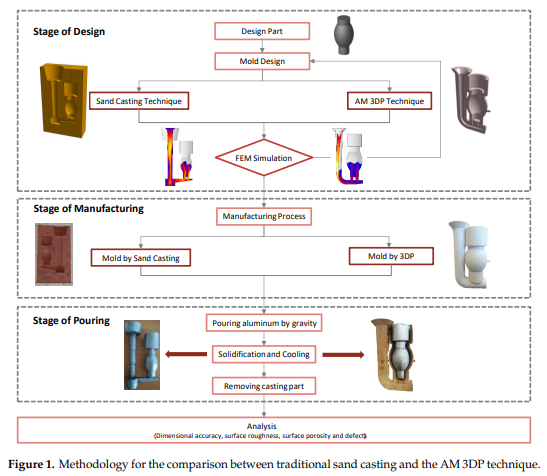
Today, however, additive manufacturing is able to cut the time and cost required to make metal casting molds, mainly in the areas of investment casting (lost-wax casting) and sand casting. It can do this either by 3D printing the patterns used to make molds or by printing the molds directly.
3D printing patterns to make molds
One of the most established combinations of AM and metal casting is the 3D printing of patterns or models for casting processes like direct investment casting and sand casting.
A pattern is a replica of the final part and is used to create the mold. The basic procedure involves placing the pattern in a container, then surrounding the pattern with the mold material, e.g. sand or silicone. Depending on the process, the pattern is then either removed or destroyed, leaving behind a precisely shaped cavity in the mold material. Liquid metal is later poured into this cavity to make the castings.
3D printing has emerged as a highly practical and cost-effective means of creating patterns. Unlike manual pattern making, 3D printing allows for digital design of the casting via CAD software, and different printing technologies can be used to fabricate the pattern.
Photopolymerization technologies like SLA are popular, as they produce smooth and detailed parts that will consequently produce smooth and detailed molds. Moreover, several SLA material manufacturers offer dedicated casting resins containing wax for direct investment (lost-wax) casting. These materials can be cleanly “burnt out” of a finished mold, which allows the mold itself to remain intact before casting.

Extrusion processes like FDM can also be used to make non-expendable patterns for processes like sand casting. Large-format AM systems are particularly valuable in this area, as sand casting is often used to make large industrial parts like turbine blades or engine blocks.
3D printing molds directly
AM can also be used to print casting molds directly. This can be especially advantageous, as it eliminates the pattern-making process altogether while still allowing the mold to be designed using CAD software. At the high-end industrial level, companies like voxeljet and ExOne are pioneering this area of AM with binder jetting technology, which can be used to print sand-casting molds in a sand-based material.
On a smaller scale, technologies like SLA can be used to print molds directly for the casting of low-temperature metals like pewter. Rigid, temperature-resistant resins are available for this purpose.
Low-cost 3D printing technologies can also be used to print molds for indirect investment casting. However, these molds are not themselves used for metal casting; instead, they are used to create wax patterns, which are then used to create the final investment molds into which the metal is cast.
Benefits and limitations
There are pros and cons to using 3D printing as a tool to assist metal casting.
| Benefits | Limitations |
| Generally faster and cheaper than traditional methods of pattern-making and mold making | High machine cost for direct mold printing technologies like binder jetting |
| Can realize complex geometries, parts with multiple cores, and other tricky designs | Common technologies like SLA and FDM have fairly small build volumes, limiting mold size |
| Less material waste via elimination of certain process steps | Requires familiarity with CAD software |
| Can be combined with traditional techniques |
AM hardware for metal casting applications
The number of available AM technologies for metal casting is growing. However, we consider these three technologies to be the most relevant in terms of benefits over traditional techniques.
Binder jetting
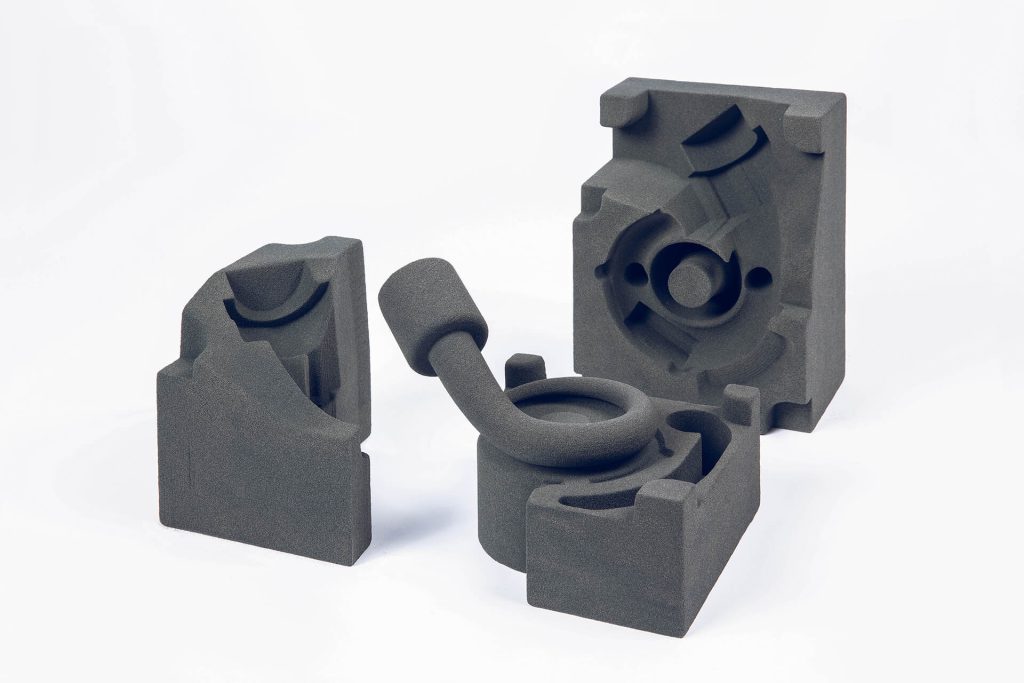
Industrial binder jetting systems can directly print molds and cores for sand casting using a combination of sand — either quartz/silica sand or a specialist foundry material such as cerabeads — and foundry-grade resin binder. The technology uses a coater to apply very thin layers of sand onto the build platform that are then selectively bonded with the binder that is jetted from the printhead.
Such sand 3D printers represent a significant initial investment, for example, the voxeljet VX4000 costs around $1 million. Often, these binder jetting 3D printers for molding are used by foundries and pattern shops looking to improve their existing production flows.
In April 2022, ExOne introduced the S-Max Flex, a sand 3D printer specifically designed to provide foundries with a robust, cost-efficient system of creating sand tooling for metal casting applications.

3D printed sand molds can have a wide range of geometries, as there is no need to remove a pattern from within, and cores can be printed directly into the mold cavity (rather than being fabricated separately and then manually positioned in the cavity).
In some cases, binder jetting technology may be used in conjunction with traditional sand casting techniques. For example, the sand mold may be created via the traditional “ramming” technique of packing sand into the molding box while the small and detailed sand cores are 3D printed.
Vat photopolymerization
Resin 3D printing technologies like stereolithography and digital light processing (DLP) can be used to fabricate permanent patterns, expendable patterns that can be burnt out of a mold (casting resin), molds for pewter casting (high-temperature resin), and molds for making wax patterns.
Such printers are especially common in jewelry production, and dedicated jewelry 3D printers are a major subcategory of the vat photopolymerization market.
Extrusion
Extrusion 3D printing technologies like fused deposition modeling (FDM) can be used to fabricate permanent patterns suitable for a range of casting processes, including indirect lost-wax casting. Large-format extrusion printing is particularly suited to the production of patterns for sand casting, as this process is often used to make larger metal parts.
Cost savings vs traditional mold making
There are a few variables to consider when comparing the cost of 3D printing and traditional techniques for mold making, including the specific casting process, the function of the 3D printer in the new workflow, and the materials used.
Here we consider two different scenarios and the areas in which costs can be reduced:
Replacing expendable wax patterns with 3D printed patterns
In the process of investment casting or lost-wax casting, 3D printing can provide significant cost savings, even taking into account 3D printing hardware and material costs. By 3D printing an expendable pattern in castable resin, manufacturers can eliminate several significant expenses.
Added costs:
- SLA 3D printer, e.g. Formlabs Form 3+ ($3,750)
- Materials, e.g. Formlabs castable resin ($249–299 per liter)
Savings:
- Labor and material costs for injection molded master pattern ($3,000+)
- Labor and material costs for soft inner mold (e.g. $40/h)
- Labor and material costs for wax filling (e.g. 40/h)
Replacing traditional sand molds with 3D-printed sand molds
Using binder jetting to directly print molds for sand casting can lead to savings. When printing mold cores for a typical industrial part, hardware manufacturer voxeljet estimates savings of around 75 percent, with a break-even point after around six parts.
Although production-grade binder jetting systems have a very high machine cost, directly printing sand casting molds eliminates significant expenses such as traditional tooling.
Savings:
- Labor and tooling costs for master pattern ($3,000+)
- Labor costs for mold making (e.g. $40/h)
- Labor costs for separate core fabrication and assembly (e.g. $40/h)
- Scrap arising from defective parts (less common with printed molds)
